
Additive manufacturing as a tool for high-throughput experimentation


Abstract
Additive manufacturing (AM) is a disruptive technology with a unique capability in fabricating parts with complex geometry and fixing broken supply chains. However, many AM techniques are complicated with their processing features due to complex heating and cooling cycles with the melting of feedstock materials. Therefore, it is quite challenging to directly apply the materials design and processing optimization method used for conventional manufacturing to AM techniques. In this viewpoint paper, we discuss some of the ongoing efforts of high-throughput (HT) experimentation, which can be used for materials development and processing design. Particularly, we focus on the beam- and powder-based AM techniques since these methods have demonstrated success in HT experimentation. In addition, we propose new opportunities to apply AM techniques as the materials informatic tools contributing to materials genome.
Keywords
INTRODUCTION
Additive manufacturing (AM) is a burgeoning technique for rapid prototyping, repairing, and complex shape fabrication, which becomes complementary to the conventional manufacturing methods[1], such as casting, welding, and thin film deposition. The AM technique is a large processing family with different types of printing solutions. Two of the most frequently used methods for metals and alloys are directed energy deposition and beam-melting power-bed fusion. Both methods are relatively mature enough as engineering tools for high-quality fabrication with complex shapes. However, many AM techniques could introduce a complex thermal history in microstructure during the melting/sintering processes[1,2]. For example, during the laser powder bed fusion (LPBF) process at one of the fixed locations in the build, the materials will experience cyclic heating and cooling thermal processes with the rate ranging from close to zero to 106 K/s depending on the heating source and material[3,4]. Therefore, many design models used for conventional manufacturing should be further tailored for AM processes due to the difference in process-structure-property relationships[1,5]. Unfortunately, the AM development is too fast to allow engineers and scientists to retain enough time for solid theory development, despite many ongoing efforts on theoretical modeling and integrated computational materials engineering (ICME). An alternative way for an effective AM design is to apply AM as the fundamental HT experimental tool generating a high-quality process-structure-property database supporting artificial intelligence-related design efforts. For example, some data-driven machine learning models can assist in some engineering designs despite theoretical fundamentals being incomplete for rapid cyclic cooling and heating impact on microstructure-property relationships. In this short viewpoint paper, instead of performing an exhausting review, we will highlight some related work and present pitfalls and opportunities along the way by adopting AM techniques as a HT tool for its process optimization and material development. Discussion is primarily concentrated on metals and alloys, but can also extend to other types of materials, e.g., ceramics.
TRADITIONAL HT TECHNIQUES
One of the major tasks in materials design and process optimization is to determine and understand the process-structure-property-performance relationships[5-7], and thus identify the required parameters of properties, structure, and processing through different ICME models and design experiments. Although many HT experiments are reported, the typical HT experiments supporting materials genome concept can be classified into two main categories: HT processing and HT characterization. In addition, some HT characterization experiments are dedicated to microstructure and phase stability evaluation, and the others are for property measurements.
One of the well-received HT processing tools originates from the phase diagram determination and diffusivity measurement. Such a method is called diffusion couple and usually introduces the compositional gradient and desired phases at fixed temperatures. For the purposes of phase equilibrium determination, the diffusion couple should be placed isothermally long enough to ensure the formation of stable phases with enough size for phase and composition analysis. While for the measurement of diffusivity, the composition profile is determined as a function of time and temperature in order to derive the diffusion coefficient of different species. It should be noted that through different geometry and combination of material blocks, the diffusion couple techniques have been further developed over the past decades. As indicated in Figure 1, a more sophisticated arrangement of the diffusion couple blocks can generate a “diffusion multiple”[8,9], from which many binary and ternary alloy information are achievable through one sample preparation. Thanks to the composition gradient developed during heat treatment of the diffusion couple, one can start performing different property measurements in addition to the microstructure characterization. For example, the thermal conductivity and even nanopillar with tensile tests can be performed to evaluate physical properties associated with the localized composition. However, one should pay attention to the size effects due to the limited area used for such a characterization.
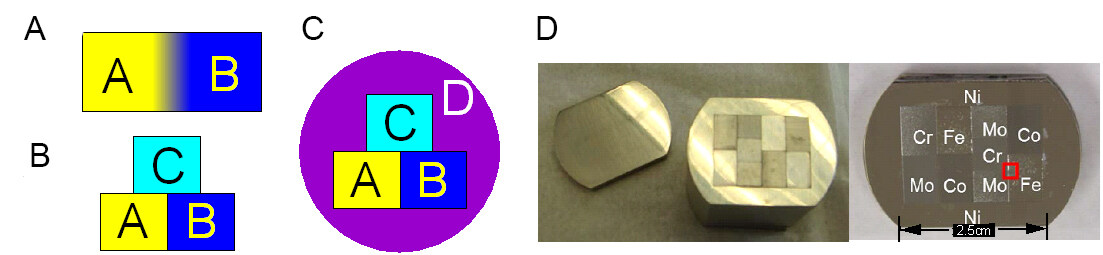
Figure 1. Representative configuration of diffusion couple and multiple. (A) diffusion couple with A and B terminal alloys, (B) Diffusion triangle, (C) diffusion multiple with A-B-C diffusion triangle surrounded by another material D and (D) a real diffusion multiple prepared by J.C. Zhao(private communication).
Powder-based processing techniques can also be applied to HT experimentation, such as hot isostatic pressing and spark plasma sintering[10], as long as the compositional gradient can be developed to either facilitate diffusivity measurement or microstructure analysis. The principle is similar to the above diffusion couple. However, since the powder is used in these techniques, multiple samples with different compositions can be easily prepared through blending and thus achieve a similar configuration to the ones shown in Figure 1 despite the density may become an issue and thus require a more careful sample design.
Another commonly applied processing HT experiment is combinatorial-sputter deposition, which uses different types of thin film deposition techniques, such as magnetic sputtering, to deposit various materials compositions on the desired locations on the substrate. An illustration is given in Figure 2. For example, in work by Hui et al., by controlling the moving of a shielding mask, wedge-shaped layers of a ternary Cu-Ni-Ti alloy can be deposited to introduce a composition gradient over a triangular space similar to a ternary compositional section in the phase diagram[11]. The XRD (X-ray diffraction) technique was applied to perform the phase stability evaluation to identify the crystal-to-glass transformation in the ternary alloy system. However, since the thin film deposition can limit the thickness to the nanoscale, one needs to be more aware of the size-dependent phenomena by comparing it with the diffusion couple (multiple) method. Moreover, depending on the targeted materials system, some are more prone to oxidation and thus can introduce challenges in processing, heat treatment, and consequent characterization.
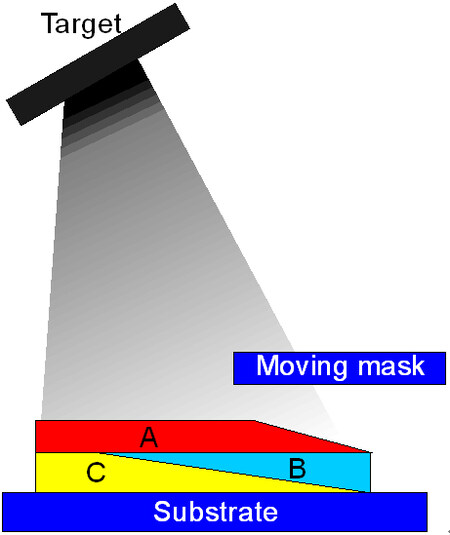
Figure 2. Illustration of the deposition procedure with a moving mask. A, B, and C are thin layer deposited on the substrate. Moving mask and rotation of substrate will help on the concentration control of metals deposited on the substrate. Figure is reproduced according to the work by Hui et al.[11]. Reproduced with permission. Copyright © 2019, The Author(s).
HT PROCESSING USING AM
With the AM technologies, there is more freedom to design the geometry desired for the HT experimentation. The directed energy deposition (DED) technique usually applies high energy sources such as plasma, arc, and laser to melt the feedstock powders or wires from spray nozzles supplied with desired speed to control the mixing composition ratio. Therefore, the DED technique can readily produce functionally graded materials. Figure 3 shows the work performed by Yu et al. screening the composition space for metallic glass formation using the laser-based powder-feed DED process[12]. The XRD can be applied to identify the amorphous phase formation. As shown in Figure 3, small button alloy samples can be printed one time on the same substrate for such a composition screening, which is far more efficient than the traditional methods. Particularly, since such a DED process can also introduce rapid solidification, it is suitable for the glass formability study. Another work performed by Moorehead et al. also demonstrated the advantage of the in-situ alloying capability of the DED system[13]. Similar to the study by Yu et al., the printed alloy sample matrix was subjected to ion irradiation to identify alloy compositions that are less susceptible to irradiation damage[12]. In another representative study by Nie et al., a simple bimetallic sample from stainless steel (SS) 316L -431 was printed on the carbon steel substrate and then subjected to a corrosion test evaluating the corrosion behavior with such a bi-material gradient[14]. It should be mentioned that the bimetallic DED[14] limits the composition choice in the intermediate region between two terminal alloys. Therefore, more than two feedstock nozzles are preferred during the composition screening and optimization.
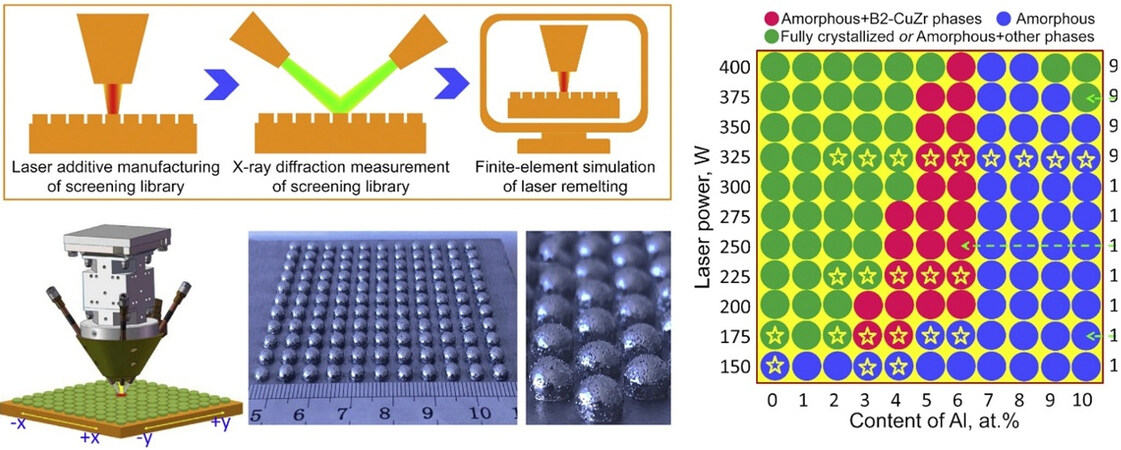
Figure 3. HT processing experiments using powder-based DED by Yu et al. Reproduced with permission. Copyright © 2021, Elsevier[12]. Samples are printed as a matrix with the change of Al content and laser power. Phase identifications were performed using the XRD technique. DED: Directed energy deposition; XRD: X-ray diffraction.
The above DED method has also been used in the study of complex concentrated alloys, which is one type of new alloy with more than one principal element. In some recent work[15,16], such a technique was applied to rapidly create a materials databank with both microstructure and properties as a function of alloy composition and AM process parameters. However, during the application of such a technique, one should keep in mind that the complex phase transition occurred during the complex heating and cooling processes during the beam melting. Often, such a databank established based on the as-printed alloys may have limited application to these alloys requiring post-heat treatment. Moreover, when further applying heat treatment to these DED samples, the composition distribution in the as-printed condition will change dynamically as a function of temperature and time.
The above HT processing experiments based on the DED are commonly used in the materials community for composition screening. However, the powder bed type AM techniques, such as laser powder bed fusion (LPBF), are rather challenging to introduce the composition gradient for such a purpose. Although some efforts with special design have been made to introduce multimaterials printing[17], it is far less comprehensive than the DED processes and not necessarily ready to be another better alternative for the composition screening for the HT experimentation. However, another work by Zhao et al. has shown the innovation to further develop the powder bed type AM techniques for HT experimentation[18] . Rather than creating a compositional matrix, a long bar shape sample can be easily printed using the LPBF method. An array of thermocouples was inserted into the specially designed holes in the bar shape sample for heat treatment in a furnace with a gradient temperature zone, as shown in Figure 4. Such a method can effectively identify the peak hardness in the temperature window and thus can support the materials strengthening design. It should be noted that Wei and Zhao[19] have also applied this type of furnace with a temperature gradient to study a ferritic steel bar made by a traditional manufacturing method for precipitation strengthening effects.
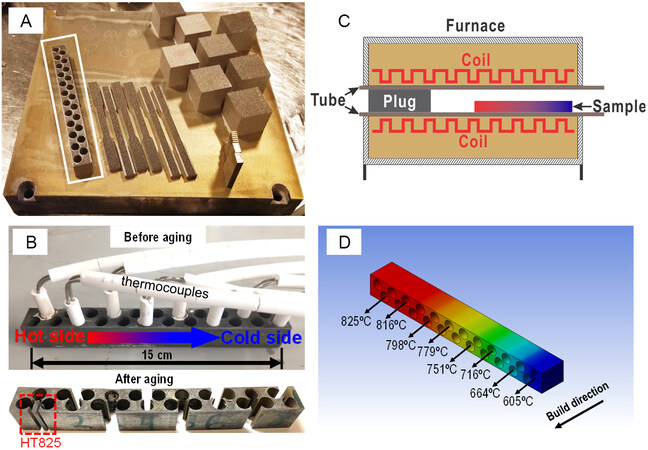
Figure 4. HT heat treatment of long bar sample prepared by LPBF in the work by Zhao et al. Reproduced with permission. © 2020 Acta Materialia Inc. Published by Elsevier B.V. All rights reserved.[18]. (A) Printed Inconel 718 samples using LPBF. (B) Homogenized samples before and after aging in the furnace with a gradient temperature zone. (C) Illustration of the furnace with a temperature gradient. (D) Temperature range identified during the aging heat treatment applied on the long bar sample. LPBF: Laser powder bed fusion.
HT CHARACTERIZATION ON AM PRINTED SAMPLES
As another category of HT method, AM can also facilitate the HT characterization for mechanical strength evaluation, typically performed one by one with limited efficiency. Thanks to the flexibility of fabricating with complex shapes, the AM method can be directly used to print an array of tensile test samples as an HT characterization for evaluating tensile strength. In work reported by Heckman et al., automated HT testing was applied to an array of SS316L tensile bars printed one time in the same substrate [Figure 5] to optimize the printing parameters which are different in such tensile bars[20].
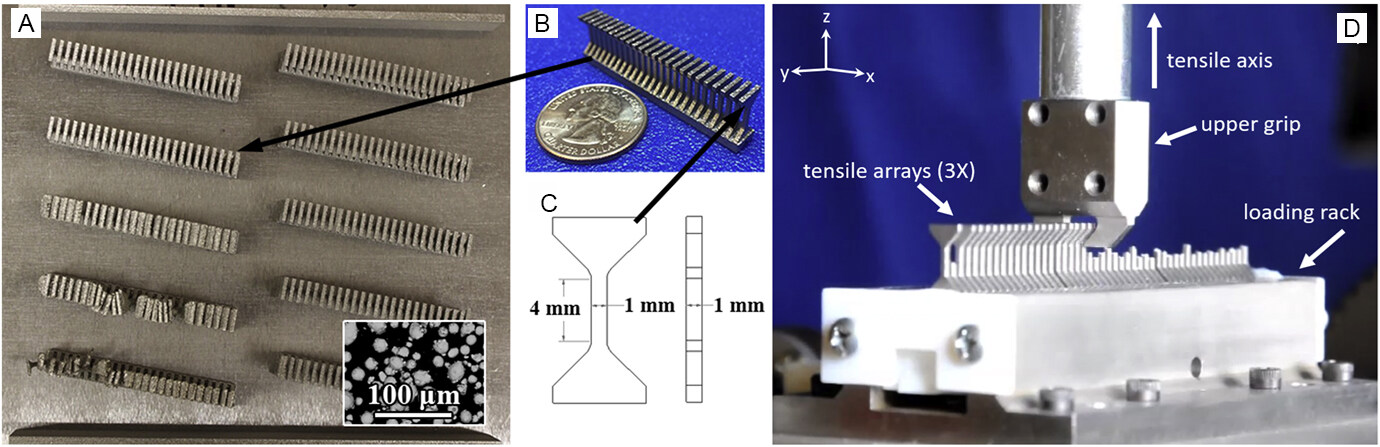
Figure 5. HT mechanical tests on tensile arrays printed using LPBF. Reproduced with permission. © 2019 Elsevier B.V. All rights reserved.[20]. (A) Printed tensile arrays of SS316L. (B) Tensile array after cutting from the substrate. (C) Dimension of the tensile bar for testing. (D) Set-up for HT tensile tests. LPBF: Laser powder bed fusion; HT: high-throughput.
Another interesting work by Jalali et al. directly uses cantilever bending on samples with DIC (digital image correlation) to obtain physical parameters for the creep property[21,22]. Such a method can be combined with the HT printing of the tensile bar array to generate valuable information for the time-dependent properties. On the other hand, applying hardness indention[23] on 3D printing samples is a relatively easy but still useful way to indirectly estimate the mechanical properties. A typical procedure is to apply hardness mapping on the HT specimens to identify the best possible composition ranges with a more detailed analysis of microstructure-property correlations.
MORE OPPORTUNITIES AND CHALLENGES
The above discussion on HT characterization tools, in general, should also include experimentation for microstructure analysis. Many HT microstructure characterization tools have been well-developed, serving the materials community. For example, 3D reconstruction of microstructure on series sectioning of bulk samples can be on both optical[24] and submicron SEM (scanning electron microscopy)[25] levels. In addition, 3D electron backscatter diffraction (3D-EBSD) technique[26] is available for grain structure analysis, which is quite useful for AM samples due to the formation of columnar structure in some beam melting AM techniques.
The HT experimental tools discussed above could be further combined for materials database development and thus directly contribute to materials informatics. However, there are still pitfalls when applying the HT AM techniques for materials design and generating valuable datasets.
First, the as-printed microstructure and phase stability can differ significantly due to the processing choices. Figure 6 compares microstructure before and after heat treatment of Inconel 718 superalloy prepared using different manufacturing methods: suction cast, LPBF, and powder-based laser DED. Due to the difference in residual stress inherited from the manufacturing methods[27], grain structure evolution shows a distinct difference among these three types of samples.
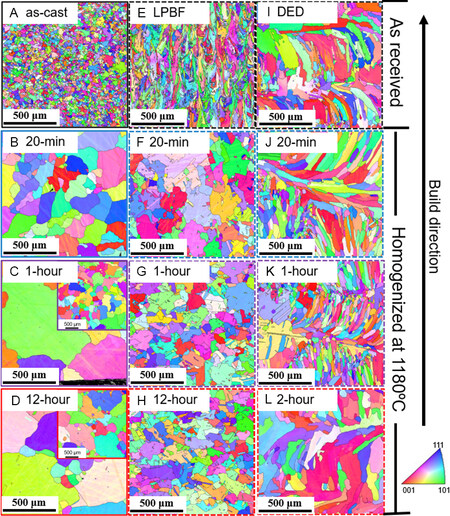
Figure 6. Comparison of grain structure in the Inconel 718 among different processing methods, suction cast (A-D), LPBF (E-H), and powder-based DED (I-L) based on IPF (inverse pole figure) maps of EBSD analysis. LPBF: Laser powder bed fusion; DED: directed energy deposition.
Although the HT AM processing techniques can fabricate samples with the desired shape and composition, its processing window can be challenging to identify for some alloy compositions, because not all materials have a good printability for AM processing. Even for these compositions that are less susceptible to cracking in AM, significant efforts may be required in processing optimization to reduce the formation of defects.
One should keep in mind that microstructure-property relationships depend not only on the manufacturing methods but also on the choice of post-heat treatment steps. In the study of precipitation strengthening of Inconel 718, Zhao et al. observed a significant difference in precipitation strengthening effects during aging due to different choices of homogenization[28]. Therefore, the HT AM processing methods should be correctly used for materials informatics related to traditional manufacturing design.
Moreover, the beam melting AM techniques are usually hard to develop a sharp interface similar to the traditional diffusion couple or multiple methods. Therefore, elemental diffusion that occurs during AM processing should be carefully handled. It is encouraging to observe the possible solutions by combining traditional manufacturing and AM methods to bypass such a challenge. For example, the work by Zhao et al. applied LPBF to print a honeycomb structure with a diameter of 5 cm and a height of 2 cm as a shell using the master alloy and then placed 85 high entropy alloy specimen as a mixed powder to perform characterization altogether through hot isostatic pressing[29]. Such a combination of different HT experiments is expected to develop more in the future, especially when robotic systems become more accessible for materials science.
CONCLUDING REMARKS
· AM can be employed as an effective HT tool to support the fundamental study of process-structure-property relationships for materials informatics. It can accelerate materials discovery and processing design, especially by combining with other materials genome methods and artificial intelligence tools. However, due to the unique structure-property correlation introduced by the complex thermal history in AM processes, the initial condition of the HT sample and its impact on the consequent analysis should be considered carefully.
· It should be noted that the impact of HT experimentation can be further extended through the HT computation, which can be calibrated by the experimentation and thus, in turn, provide a much more extensive databank with higher fidelity. In addition, the computational prediction can provide valuable process-microstructure-property datasets that are challenging to measure and consequently further support materials informatics. Such an interaction between experiments and computation is critical to AM due to the unique microstructure-property relationships caused by AM methods that are generally quite different from the conventional manufacturing processes.
· It is expected that the HT processing tool using the AM techniques will be more widespread due to the ongoing synergetic development of the HT characterization techniques. The fields of materials design and manufacturing applications will benefit from the integration of the HT toolkit and artificial intelligence.
DECLARATIONS
AcknowledgementsWei X acknowledges funding from the National Science Foundation under Faculty Early Career Development Award: CMMI 2047218. The author appreciates the help from Dr. Yunhao Zhao with literature collection. The work is based on the AIME keynote: “Applying Additive Manufacturing Itself as a High-throughput Tool to Accelerate Heat Treatment Design of Additively Manufactured Alloys” for the 150-year anniversary of the Minerals, Metals and Materials Society.
Author’s contributionsThe author contributed solely to the article.
Availability of data and materialsThe data used in the current study will be available from the corresponding author based on reasonable request.
Financial support and sponsorshipNational Science Foundation under Faculty Early Career Development Award: CMMI 2047218.
Conflicts of interestThe author declares that he has no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Ethical approval and consent to participateNot applicable.
Consent for publicationNot applicable.
Copyright© The Author(s) 2022.
REFERENCES
1. Smith J, Xiong W, Yan W, et al. Linking process, structure, property, and performance for metal-based additive manufacturing: computational approaches with experimental support. Comput Mech 2016;57:583-610.
2. Wang H, Zhu Z, Chen H, et al. Effect of cyclic rapid thermal loadings on the microstructural evolution of a CrMnFeCoNi high-entropy alloy manufactured by selective laser melting. Acta Mater 2020;196:609-25.
3. Sargent N, Jones M, Otis R, Shapiro AA, Delplanque J, Xiong W. Integration of processing and microstructure models for non-equilibrium solidification in additive manufacturing. Metals 2021;11:570.
4. Sridar S, Sargent N, Wang X, Klecka MA, Xiong W. Determination of location-specific solidification cracking susceptibility for a mixed dissimilar alloy processed by wire-arc additive manufacturing. Metals 2022;12:284.
5. Xiong W, Olson GB. Integrated computational materials design for high-performance alloys. MRS Bull 2015;40:1035-44.
6. Xiong W, Olson GB. Cybermaterials: materials by design and accelerated insertion of materials. npj Comput Mater 2016:2.
10. Aalund R. Unveiling spark plasma sintering high-throughput processing. In: Bansal NP, Singh JP, Lamon J, Choi SR, Mahmoud MM, editors. Processing and properties of advanced ceramics and composites II. Hoboken: John Wiley & Sons, Inc.; 2010. pp. 1-10.
11. Hui J, Ma H, Wu Z, et al. High-throughput investigation of crystal-to-glass transformation of Ti-Ni-Cu ternary alloy. Sci Rep 2019;9:19932.
12. Yu Z, Zheng W, Li Z, et al. Accelerated exploration of TRIP metallic glass composite by laser additive manufacturing. J Mater Sci Technol 2021;78:68-73.
13. Moorehead M, Nelaturu P, Elbakhshwan M, et al. High-throughput ion irradiation of additively manufactured compositionally complex alloys. J Nuclear Mater 2021;547:152782.
14. Nie J, Wei L, Li D, Zhao L, Jiang Y, Li Q. High-throughput characterization of microstructure and corrosion behavior of additively manufactured SS316L-SS431 graded material. Add Manufact 2020;35:101295.
15. Borkar T, Chaudhary V, Gwalani B, et al. A Combinatorial approach for assessing the magnetic properties of high entropy alloys: role of Cr in AlCoxCr1-xFeNi: a combinatorial approach for assessing the magnetic. Adv Eng Mater 2017;19:1700048.
16. Teh WH, Chaudhary V, Chen S, et al. High throughput multi-property evaluation of additively manufactured Co-Fe-Ni materials libraries. Add Manufact 2022;58:102983.
17. Schneck M, Horn M, Schindler M, Seidel C. Capability of multi-material laser-based powder bed fusion-development and analysis of a prototype large bore engine component. Metals 2022;12:44.
18. Zhao Y, Sargent N, Li K, Xiong W. A new high-throughput method using additive manufacturing for alloy design and heat treatment optimization. Materialia 2020;13:100835.
19. Wei C, Zhao J. Gradient temperature heat treatment for efficient study of phase precipitation in a high-temperature Fe-Cr-Mo ferritic steel. Materialia 2018;3:31-40.
20. Heckman NM, Ivanoff TA, Roach AM, et al. Automated high-throughput tensile testing reveals stochastic process parameter sensitivity. Mater Sci Eng 2020;772:138632.
21. Jalali SIA, Kumar P, Jayaram V. High throughput determination of creep parameters using cantilever bending: part I - steady-state. J Mater Res 2020;35:353-61.
22. Jalali SI, Kumar P, Jayaram V. High throughput determination of creep parameters using cantilever bending: part II - primary and steady-state through uniaxial equivalency. J Mater Res 2020;35:362-71.
23. Vignesh B, Oliver W, Kumar GS, Phani PS. Critical assessment of high speed nanoindentation mapping technique and data deconvolution on thermal barrier coatings. Mater Design 2019;181:108084.
24. Chawla N, Ganesh V, Wunsch B. Three-dimensional (3D) microstructure visualization and finite element modeling of the mechanical behavior of SiC particle reinforced aluminum composites. Script Mater 2004;51:161-5.
25. Hagita K, Higuchi T, Jinnai H. Super-resolution for asymmetric resolution of FIB-SEM 3D imaging using AI with deep learning. Sci Rep 2018;8:5877.
26. Pirgazi H. On the alignment of 3D EBSD data collected by serial sectioning technique. Mater Charact 2019;152:223-9.
27. Zhao Y, Li K, Gargani M, Xiong W. A comparative analysis of Inconel 718 made by additive manufacturing and suction casting: microstructure evolution in homogenization. Add Manufact 2020;36:101404.
28. Zhao Y, Meng F, Liu C, Tan S, Xiong W. Impact of homogenization on microstructure-property relationships of Inconel 718 alloy prepared by laser powder bed fusion. Mater Sci Eng 2021;826:141973.
Cite This Article
Export citation file: BibTeX | RIS
OAE Style
Xiong W. Additive manufacturing as a tool for high-throughput experimentation. J Mater Inf 2022;2:12. http://dx.doi.org/10.20517/jmi.2022.19
AMA Style
Xiong W. Additive manufacturing as a tool for high-throughput experimentation. Journal of Materials Informatics. 2022; 2(3): 12. http://dx.doi.org/10.20517/jmi.2022.19
Chicago/Turabian Style
Xiong, Wei. 2022. "Additive manufacturing as a tool for high-throughput experimentation" Journal of Materials Informatics. 2, no.3: 12. http://dx.doi.org/10.20517/jmi.2022.19
ACS Style
Xiong, W. Additive manufacturing as a tool for high-throughput experimentation. J. Mater. Inf. 2022, 2, 12. http://dx.doi.org/10.20517/jmi.2022.19
About This Article
Copyright

Data & Comments
Data


 Cite This Article 19 clicks
Cite This Article 19 clicks

 Like This Article 40
likes
Like This Article 40
likes







Comments
Comments must be written in English. Spam, offensive content, impersonation, and private information will not be permitted. If any comment is reported and identified as inappropriate content by OAE staff, the comment will be removed without notice. If you have any queries or need any help, please contact us at support@oaepublish.com.